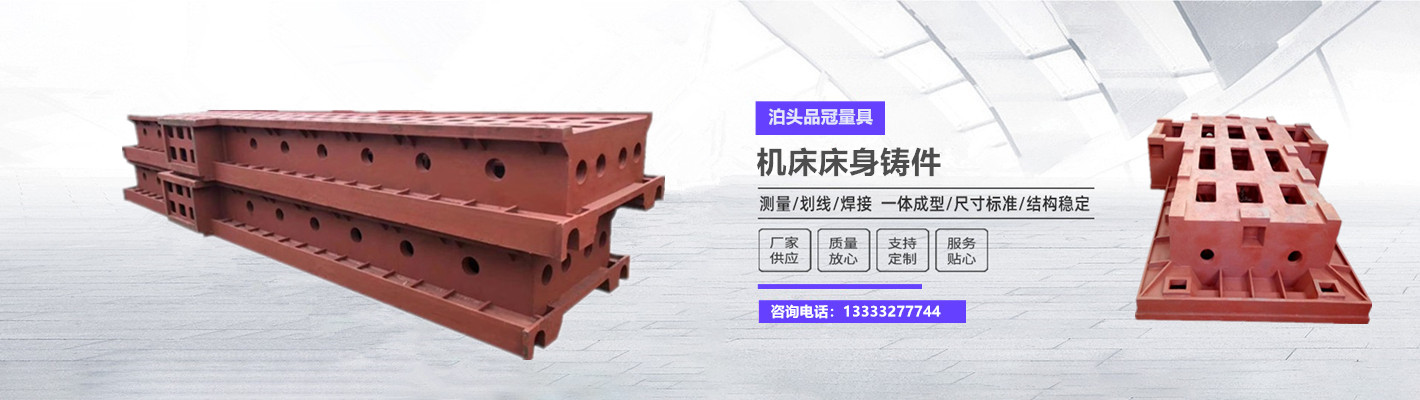
機床床身的出產(chǎn)采用一條完美的樹脂砂出產(chǎn)線����,均采用樹脂砂���、消逝模鍛造�,尺寸精度高�,平均一致,不扣箱����,鑄件無飛邊、毛刺;外表潤滑度接近精細(xì)鍛造�,內(nèi)部構(gòu)造不變。機床床身的整個出產(chǎn)進程無污染��,三級環(huán)保,可以掃除或降低了砂眼���、氣孔等鑄造缺陷�����。
1.在接長導(dǎo)軌的一端安裝測微準(zhǔn)直望遠(yuǎn)鏡�����,另一端裝有目標(biāo)的可調(diào)基準(zhǔn)目標(biāo)座�。首先將望遠(yuǎn)鏡瞄準(zhǔn)目標(biāo)����,然后把目標(biāo)移至望遠(yuǎn)鏡跟前,觀察目標(biāo)中心是否與望遠(yuǎn)鏡瞄準(zhǔn)軸重合����。如果不重合,則調(diào)整目標(biāo)高度和望遠(yuǎn)鏡的位置�����,使望遠(yuǎn)鏡瞄準(zhǔn)線和目標(biāo)中心相對導(dǎo)軌水平面在同一高度上�,此時測微準(zhǔn)直鏡的瞄準(zhǔn)線即為所建立的測量基準(zhǔn)線。
2. 檢驗時�����,沿導(dǎo)軌水平面移動目標(biāo)到各個被測位置上���,觀察各處目標(biāo)中心與基準(zhǔn)線(即望遠(yuǎn)鏡的瞄準(zhǔn)線)的位置偏差���。這樣每隔一定的距離測量一次,被測出的各個偏差即標(biāo)志出不同位置上接長導(dǎo)軌水平面的直線性誤差�。
3.對超差部分,主要通過修刮導(dǎo)軌面加以校正����。也可以調(diào)整導(dǎo)軌下的墊塊,使其達到要求�。
4.對于接長導(dǎo)軌直線性的檢驗,也可以采用電子水平儀或自動準(zhǔn)直儀進行測量�。若導(dǎo)軌直線性要求特別高,則可采用0.1的光電準(zhǔn)直儀�����。




 當(dāng)前位置:
當(dāng)前位置: